

概要
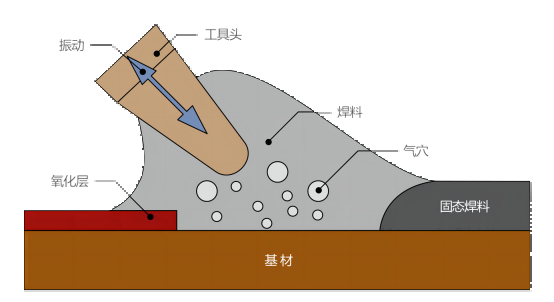
在超声波锡焊过程中,来自单独能量源的热量在施加振动能量之前熔化焊料。然后,熔融焊料用作超声波振动的声学传递介质。当高频振动能量施加到熔融焊料时,在焊接工具的尖端处引起受控的声空化,以便破坏和分散表面氧化物。空化微泡破裂,清洗所有表面,使液态焊料湿润并粘接纯金属。
振动也确保焊点没有空隙,振动能量迫使液体焊料渗入到基材的缝隙和微孔中。它有助于密封部件并增加焊料可以粘合的表面积。超声波振动也能将气泡从液体焊料中挤出,因此这种方法使焊点适用于需要密封的高真空的场合应用。
超声波电烙铁允许连接不同的材料,并且可以用于难以用常规方法焊接的材料。由于不需要助焊剂,用户可以节省清洁助焊剂残留物的时间和成本,同时减少腐蚀并提高焊接接头的耐久性。
参数
电箱技术参数
| 超声波频率: | 28kHz+5kHz |
| 超声波功率(最大): | 20-70W |
| 最高温度: | 150°C-500°C |
| 显示: | 振幅、实时功率、设置温度、实时温度 |
| 电源要求: | AC220V,50/60Hz |
烙铁头技术参数
| 换能器类型: | 压电换能器(PZT)28 kHz |
| 烙铁头材料: | 特种钢合金 |
| 烙铁焊头直径: | 50*10mm(标准),可定制 |
| 加热部件: | 高性能护套加热器200W |
| 尺寸: | Φ45mm (max)x 329mm |
| 重量: | 510g |
配件
| 部件 | 数量 |
|---|---|
| 超声波电箱: | 1 |
| Ф50*10mm工具头(标准): | 1 |
| 烙铁架: | 1 |
| 脚踏开关: | 1 |
| 电源线: | 1 |
| 扳手: | 1 |
产品优势
通过对焊头温度的持续监控,可以快速调节和提高焊锡温度
标准化的温度和振荡输出功率温度和振荡可通过局域网进行控制
无须助焊剂,无须后期清洁
焊点平整美观,焊接点内无气泡
小巧、紧凑的设计可轻松更换工作站
小面积应用,实验室设备,例如:手动操作
减少焊接时间,提高焊接品质
焊接强度高,不易老化
工作方式
两步法(预焊+粘结)
在第一步中,采用高温和超声波振动,将焊料放至超声波电烙铁顶端,涂覆在基底(玻璃等)上。然后用普通焊料或优选的焊料在预焊区焊接金属配件、导线、带材等。
浸渍法
浸渍法是大型表面涂装的理想方法,焊料在特定焊接锅中熔化的,将被涂覆的部分浸入熔化的焊料中。
- 直接焊接
当焊料放置于金属和玻璃、陶瓷或金属氧化物之间,超声波振动直接作用于焊料,粘结是在很短的时间内完成的。
应用领域
太阳能电池汇流条的焊接,ITO(FTO)玻璃,LED&LCD
PCB电路板,激光传感器
热交换二极管等
超导性材料的高精度焊接
- 玻璃和陶瓷板上制作电极
在汽车后窗加热触点焊接
- 光学眼镜镀膜/金属化
- 光导玻璃纤维的率封
- 玻璃饰品制造,玻璃管真空密封
- 其它显像管,荧光灯,显示器,电动机,变压器等
想了解更多信息?
请咨询我们的专家。
